

Vliv zatížení závitů šroubů a matic při utahování na mazivo. Při utahování spojovacího materiálu dochází ke kontaktu závitů šroubu a matice. Výsledný tlak na dosedacích plochách závitů je značný a v průběhu utahování se zvyšuje. Velké měrné tlaky v závitech v kombinaci se špatným mazáním mohou způsobit zadření. Hrozí i poškození dosedacích ploch nebo zvýšení nežádoucího krutu v dříku šroubu. V některých případech nezabrání zadření spojovacího materiálu ani mazání závitů strojním olejem nebo montážními pastami. Z dosedacích ploch závitů je běžné mazivo vytlačeno působením vysokého tlaku a současně pohybu při utahování matice.
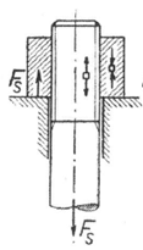
Rozložení napětí a zatížení na závitech matic při namáhání šroubu osovou silou:
Rozložení napětí v závitu šroubu se mění v části, která je zašroubovaná do matice.
U běžných šroubových spojů je šroub namáhán tahem a matice tlakem. Jde o tzv. různorodé namáhání.
Fotoelastickými zkouškami [1] a výpočty provedenými p. Jehlem, Hetényim, Birgerem bylo potvrzeno, že zatížení závitů v matici není rovnoměrné.
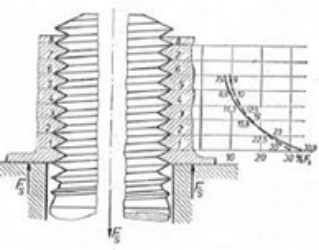
Na základě měření [1] víme, že 30% celého zatížení je přenášeno přes první závity. Další závity jsou potom zatíženy daleko méně.
Mazivo
Mazivo obecně musí mechanicky odolávat výše zmiňovanému velkému zatížení v tlaku a současně pohybu na třecích plochách závitů při utahování. V opačném případě by mohlo dojít k protržení vrstvy mazacího filmu, případně k jeho vytlačení z kontaktních míst.
Součinitele tření maziv v závitu i pod maticí ve šroubovém spoji je třeba měřit a vyhodnocovat podle normy ČSN EN 16047, která stanovuje podmínky pro provádění zkoušek točivého momentu a upínací síly pro spojovací součásti.
Kluzné laky
Říká se jim také suché mazivo, které je trvale ukotveno do základního materiálu šroubu. Zajišťuje konstantní součinitele tření při zvyšujícím se zatížení od utahovacího momentu. Díky tomu je při utahování dosaženo stejné osové síly v každém jednotlivém šroubu přírubového spoje, což má za následek rovnoměrné stlačení těsnění v celém jeho obvodu.
Některé druhy suchých maziv kromě výše zmíněných mechanických vlastností také zabraňují přenosu elektrického náboje při spojení dvou různých materiálu kovu (např.: nerez / uhlíková ocel, litina) a tím spolehlivě zabraňují vzniku galvanické koroze.
POWER®torque LF kote 450 R
Odolává tlakům větším jak 1750 MPa. Jde o mazivo, které díky své interkrystalické struktuře pronikne do předem upraveného povrchu materiálu a vytvoří stálou, plošnému tlaku odolnou vrstvu, která výrazně zlepšuje tření, případně chrání povrch kovů před galvanickou korozí.
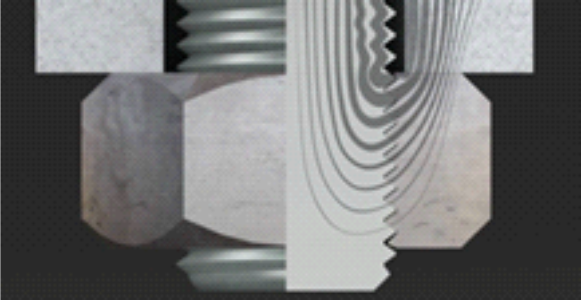
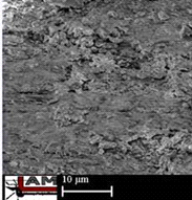
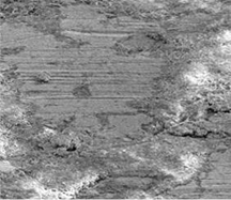
Na obrázcích z elektronového mikroskopu je patrná stálost suchého maziva před i po utažení. Na pravém snímku jsou patrné stopy pohybu v pevných částicích maziva.

Fluorplastové povlaky (PTFE – teflon)
Používají se jako potahová vrstva, například na kuchyňské nádobí, aby poskytovala nelepivý povrch.
Jsou určeny pro zvýšení chemické a korozní odolnosti základního materiálu. Díky kluzným vlastnostem mají široké spektrum použití tam,kde nebude jejich povrch namáhán velkým tlakem. Při vyšším tlakovém zatížení se tato vrstva poškodí.
Tvrdost PTFE podle ASTM D 785 je 50 D, pevnost v tlaku podle ASTM D 695 cca 24 MPa, (Xylan – pevnost v tahu ASTM D 1708 max. do 40 MPa). [3]
| Velikost šroubu mat.8.8. | Tlak v 1. závitu při utažení šroubu na 70 % Re (MPa) | Pevnost v tlaku kluzného laku (MPa) | Pevnost v tahu a tlaku PTFE (MPa) |
| M 12×1,5 | 168 | ||
| M 16×2 | 159 | ||
| M 20×2,5 | 129 | ||
| M 24×3 | 155 | až 1750 MPa | do 40 MPa |
| M 27×3 | 188 | ||
| M 30×3,5 | 179 | ||
| M 33×3,5 | 188 | ||
| M 39×4 | 187 | ||
| M 45×4,5 | 187 |
Tabulka ukazuje velikost tlaku v prvním závitu, na který působí cca 30 % požadované síly ve šroubu.
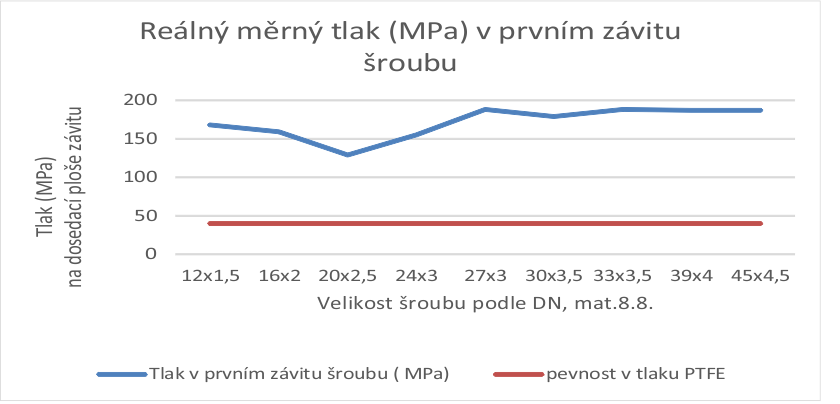
Z výše uvedeného plyne, že již při utahování nejmenších šroubů, např. M12, je tlak na závitech cca. 168 MPa. Je tedy mnohonásobně vyšší než tlak, který vydrží nástřik PTFE, u kterého se udává odolnost kolem 40 MPa.
Aplikace, tzv. poteflonování, na závity, i když má dobrý součinitel tření, není právě kvůli své velmi nízké odolnosti v tlaku vhodná.
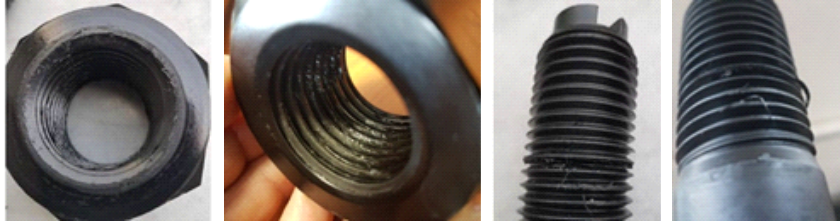
Utahováním může dojít k prostřižení teflonové vrstvy měkkého filmu v závitech. Součinitel tření již není možné jednoznačně definovat a nelze zaručit rovnoměrné stlačení těsnění.
V takovém případě nemusí teflon již spolehlivě plnit svou ochranu základního materiálu proti chemickým ani korozním vlivům, případně jako izolant proti galvanické korozi.

Více informací na www. tesneni.cz
Použitá literatura:
[1] Pospíšil F. – Závitová a šroubová spojení. Praha: SNTL-Nakladatelství technické literatury, 1968
[2] Q- měrný tlak na gumokovové těsnění typ KGS pro pitnou vodu, při kterém je dosažena jeho optimální těsnost v kombinaci s dostatečně bezpečnou těsnosti spoje.
[3] zdroj http://catalog.wshampshire.com/, tabulka vlastnosti fluorplastů https://en.wikipedia.org/
Komerční článek.


